Curbs segregation of bulk-stored mixes
Recent field experience indicates that segregation of dry mixtures in bulk storage can be eliminated by proper application of vibration to the material in storage. As a result, food processors are adding vibrating bin activators to the bottom of hoppers and bins not only to induce flow, but also to eliminate segregation.
An Indiana miller, for example, cut deviations in composition of a bakery premix by one half. Included in the premix are flour, salt. sugar, soda and cornstarch.
Although these ingredients differ widely in density, particle size and flow characteristics, vibration helps keep composition at discharge very close to that at the inlet.
Less segregation, better quality
Eliminating segregation in dry mixes brings three principal benefits. First, better product quality can be maintained on a consistent basis. Second, downtime and lost production due to rejected batches or remixes, can be reduced. And finally, engineering management gains more flexibility in plant design and operation. Larger quantities can be bulk-stored because the risk of segregation no longer limits storage capacity. It is also possible to mix first and store later in instances where the risk of segregation might previously have ruled out this option. Such added flexibility can lead to improved production and important cost savings.
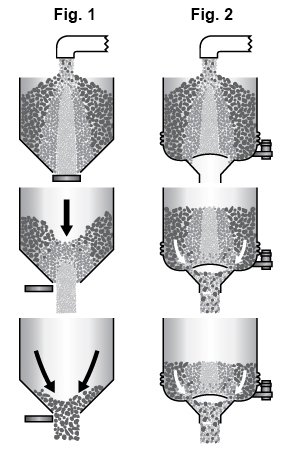
 In the static bin (left sequence) loaded with material of non-uniform particle size. A pipe forms down the center of the outlet. The vibration-assisted bin (right sequence) has a baffle over the outlets.
Vibration keeps all material mobile. and the baffle prevents the pipe from forming.
In the static bin (left sequence) loaded with material of non-uniform particle size. A pipe forms down the center of the outlet. The vibration-assisted bin (right sequence) has a baffle over the outlets.
Vibration keeps all material mobile. and the baffle prevents the pipe from forming.How vibration cuts segregation
Picture what happens when you pour a mixture of stone and sand on the ground. A rough cone forms, with stones mainly around the outside and sand mainly in the center. The stones tend to roll down the surface of the cone as it is formed, while the sand sifts down closer to the center. Segregation has taken place.
If, as usually happens in a conventional storage bin,
material discharges from the center of the bin first, finer material would emerge first and coarse material last.
The same basic thing happens in mixtures of dry ingredients having differing physical characteristics. Differences in particle size are the principle contributors to segregation. Differing flow characteristics and density may also influence the situation; however, the combination of a vibrating bin bottom with a built-in baffle over the final outlet substantially reduces the segregation problem.
Vibration keeps the material mobile and free-flowing, particularly at points of potential bridging, and the baffle directly over the outlet prevents material from emptying down a pipe in the middle first, and then off the walls as often occurs in static bins.
Because of the baffle. the pipe never gets a chance to form. Instead, the material draws evenly across the cross section. Moreover, the final discharge is a combination of materials from the center and those from nearer the walls. So even if there were segregation from the center out, there is re-mixing just before discharge. This flow pattern is called mass flow, or first-in, first-out flow.
Mass flow of bulk materials from a bin has been demonstrated in experiments in which layers of different-colored materials are loaded into a bin equipped with a bin activator, developed by Vibra Screw Inc.
Achievement of true mass flow from a bin eliminates risk of dead areas, spoilage and contamination among products processed on the same equipment.
Case in point
The Indiana miller’s experience underscores most of these points. The plant produces dough for dinner rolls and sweet rolls. The basic operation is to blend the dry ingredients into a dry premix. It is stored in a pre-mix bin, and discharged at a controlled rate to a scale hopper, then to a mixer where wet ingredients are added and the dough is developed. The bin is 7-feet- diameter by 15-feet-high and holds more than 10,000
pounds.
Originally, all feeding and dispensing of dry ingredients were by gravity. But a disparity in physical properties of the dry ingredients led to segregation within the storage bin. Densities ranged from 38 to 75 pounds-per-cubic-foot. and particle sizes from 30 to 400 mesh. As a whole. the mixture has a density of 55 pounds-per-cubic-foot and a moisture content of 5 percent.
To minimize segregation, a 7-foot-diameter bin activator was installed on the premix bin.

Closer control also was maintained over the quantity of material stored in the bin. This kept retention time of material in the bin close to 50 minutes. The bin activator mounts to the bottom of the bin in place of the standard bin bottom. Special hangers isolate it vibrationally from the bin. A patented gyrator on the bin activator generates vibratory forces up to 6,000 pounds to vibrate the entire bin bottom and its contents, but not the bin itself. In addition, an integral dished baffle mounted horizontally in the bin activator above the outlet vibrates to induce mass flow from the bin. It also prevents packing at the outlet due to static head loads.
Result of the installation was immediate reduction in segregation. This company measures composition of the premix by monitoring pH of the dough after blending.
Too high a pH means excess alkaline ingredients such as soda. A low pH indicates that level of acidic ingredients, such as salt, is running too high.
With the activator generating controlled vibration into the premix and inducing true mass flow in the bin. the number of samples falling within specifications rose from 68 percent to 78 percent. Moreover, deviations one percent below specifications dropped from 22 percent to 10 percent, deviations two percent below stayed constant at five percent, and deviations on the high side increased from three percent to only five percent.
In addition to improved quality control, the company reports that eliminating segregation improved line machinability of the product as it moves through the process. Based on this experience, it has installed another activator on a second process line.

 A volumetric screw feeder is a crucial component in many industries where precise and consistent feeding of dry bulk materials is required. Achieving an optimal design for a (volumetric screw) feeder is essential to ensure accurate and reliable material flow into process. This article will delve into various design considerations and guidelines for developing an efficient volumetric screw feeder that meets specific application requirements. From screw geometry to hopper design and control systems, each aspect plays a vital role in achieving precise volumetric feeding.
A volumetric screw feeder is a crucial component in many industries where precise and consistent feeding of dry bulk materials is required. Achieving an optimal design for a (volumetric screw) feeder is essential to ensure accurate and reliable material flow into process. This article will delve into various design considerations and guidelines for developing an efficient volumetric screw feeder that meets specific application requirements. From screw geometry to hopper design and control systems, each aspect plays a vital role in achieving precise volumetric feeding.
 New feed and mix systems ensure consistent flow of hydrated lime at Fort Worth water treatment plants.
New feed and mix systems ensure consistent flow of hydrated lime at Fort Worth water treatment plants.



 Industrial Hemp, cousin to Marijuana but without the effect, has been a usable fiber for over 50,000 years. Used to make commercial items ranging from paper, textiles, clothing, plastics, paint, food, animal feed and biofuel, it is seeing a resurgence over other natural fibers such as wood because: it yields four times the crop per acre without need for herbicides and with fewer pesticides, takes only 3-4 months from planting to harvest, in paper production does not require environmentally harmful bleaching agents and can be recycled 3 times more, and as a composite substitute for wood in construction reduces the depletion of old growth forests. Hemp seeds are a rich nutrient in human and animal diets and produce hemp oil for biofuels and CBD medicinals.
Industrial Hemp, cousin to Marijuana but without the effect, has been a usable fiber for over 50,000 years. Used to make commercial items ranging from paper, textiles, clothing, plastics, paint, food, animal feed and biofuel, it is seeing a resurgence over other natural fibers such as wood because: it yields four times the crop per acre without need for herbicides and with fewer pesticides, takes only 3-4 months from planting to harvest, in paper production does not require environmentally harmful bleaching agents and can be recycled 3 times more, and as a composite substitute for wood in construction reduces the depletion of old growth forests. Hemp seeds are a rich nutrient in human and animal diets and produce hemp oil for biofuels and CBD medicinals. Hemp plants produce a range of dry bulk materials. They each present a unique challenge in handling during processing. The plant inner “hurd” and outer “blast” fibers are light [10-12 lbs/cuft] and will not move freely from a storage bin or IBC or feed readily into process. Hemp seeds are free flowing however their natural oil can cause them to set up in storage. The flour and meal made from ground seeds is not dissimilar to wheat and corn varieties and readily hoppered and fed with well proven equipment designs.
Hemp plants produce a range of dry bulk materials. They each present a unique challenge in handling during processing. The plant inner “hurd” and outer “blast” fibers are light [10-12 lbs/cuft] and will not move freely from a storage bin or IBC or feed readily into process. Hemp seeds are free flowing however their natural oil can cause them to set up in storage. The flour and meal made from ground seeds is not dissimilar to wheat and corn varieties and readily hoppered and fed with well proven equipment designs. Vibra Screw has over 65 years of dry material processing equipment experience. Our Bin Activators are proven on fibers, powders and seeds. Our Bulk Bag Unloaders and Fillers provide complete IBC handing with hoists and vibration or massage paddle discharge. Feeding is accomplished with a wide range of precise volumetric and gravimetric equipment including vibrating tube and pan feeders for fibers and screw and belt feeders for powders and seeds. We complete the line up with Flexible screw conveyors, blenders and full system controls.
Vibra Screw has over 65 years of dry material processing equipment experience. Our Bin Activators are proven on fibers, powders and seeds. Our Bulk Bag Unloaders and Fillers provide complete IBC handing with hoists and vibration or massage paddle discharge. Feeding is accomplished with a wide range of precise volumetric and gravimetric equipment including vibrating tube and pan feeders for fibers and screw and belt feeders for powders and seeds. We complete the line up with Flexible screw conveyors, blenders and full system controls. We have a full scale test lab where your material can be pilot run and an active R&D program where the latest techniques for improving the processing of materials like Hemp are pioneered every day.
We have a full scale test lab where your material can be pilot run and an active R&D program where the latest techniques for improving the processing of materials like Hemp are pioneered every day.




 Picture what happens when you pour a mixture of stone and sand on the ground. A rough cone forms, with stones mainly around the outside and sand mainly in the center. The stones tend to roll down the surface of the cone as it is formed, while the sand sifts down closer to the center. Segregation has taken place.
Picture what happens when you pour a mixture of stone and sand on the ground. A rough cone forms, with stones mainly around the outside and sand mainly in the center. The stones tend to roll down the surface of the cone as it is formed, while the sand sifts down closer to the center. Segregation has taken place.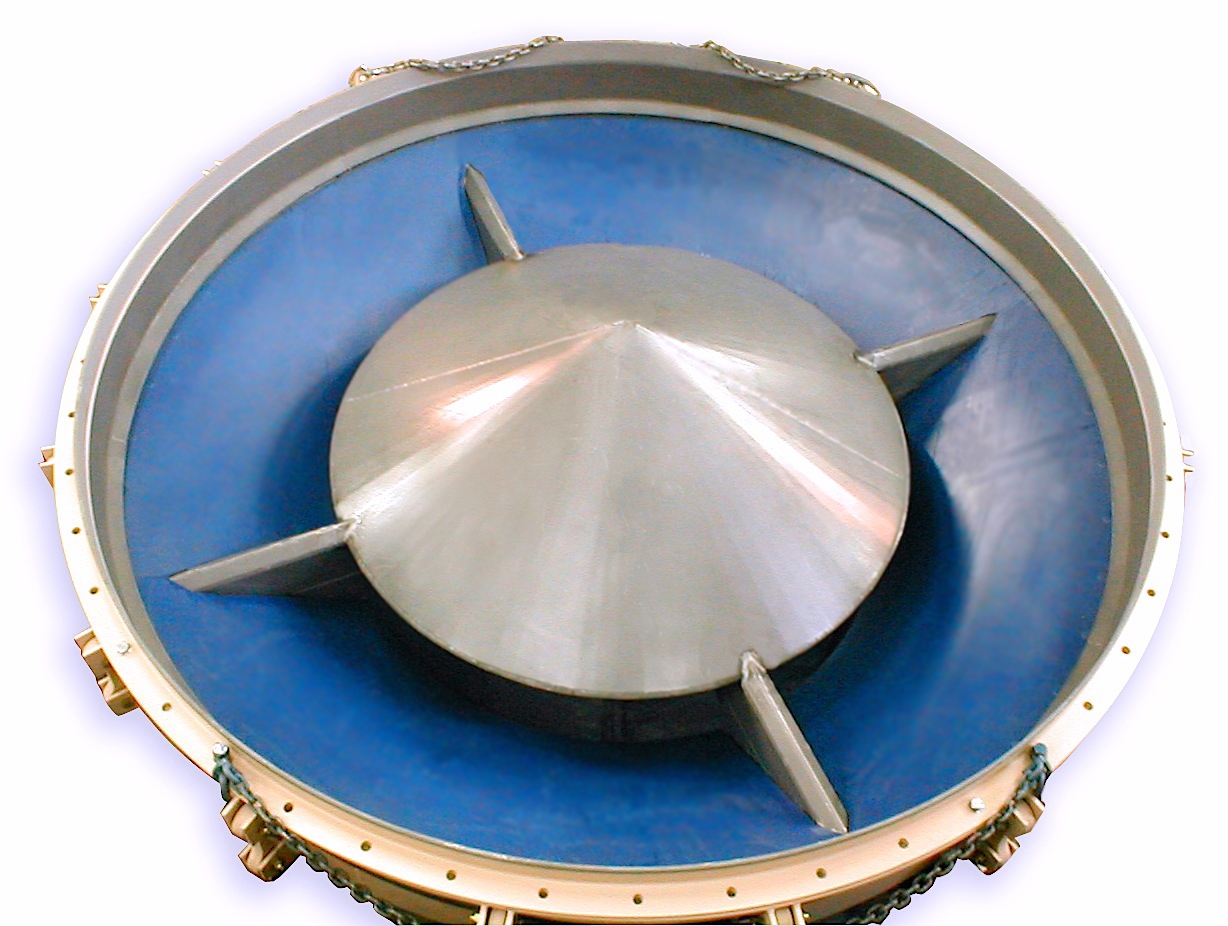 With Bin Activators, larger quantities can be bulk stored because the risk of segregation no longer limits capacity. Management gains more flexibility in plant design for example with fewer bins and conveyors required. That can lead to improved production and important cost savings.
With Bin Activators, larger quantities can be bulk stored because the risk of segregation no longer limits capacity. Management gains more flexibility in plant design for example with fewer bins and conveyors required. That can lead to improved production and important cost savings.





